ЮЂаХЙЋжкКХЁОЮЂХчгЁЁПЃКНщЩмИїжжХчФЋДђгЁаТММЪѕЁЂаТВњЦЗЁЂаТЙЄве
ЁОЮЂХчгЁЁППЭЗўЮЂаХЃК13805173292ЃЌПЭЗўQQЃК2108326081
бђШоеыжЏЮяЪ§ТыХчФЋгЁЛЈЕФПЊЗЂгыгІгУ
жаЙњЗФжЏжњМСЭј
Ъ§ТыХчФЋгЁЛЈЪЧ20ЪРМЭ90ФъДњЙњМЪЩЯГіЯжЕФаТгЁЛЈММЪѕЃЌЪЧМЬАМЭЙАцгЁЛЈЁЂЦНЭјгЁЛЈЁЂЙѕЭВгЁЛЈЁЂдВЭјгЁЛЈЁЂзЊвЦгЁЛЈжЎКѓЕФгжвЛжжШЋаТЕФгЁЛЈЗНЪНЃЌЪЧЖдДЋЭГгЁЛЈММЪѕЕФвЛИіжиДѓЭЛЦЦЃЌЪЧМЏМЦЫуЛњЁЂЕчзгаХЯЂЁЂЛњаЕЖржжбЇПЦгквЛЬхЕФзлКЯадИпаТММЪѕЁЃЮвЙњЕФЪ§ТыХчФЋгЁЛЈММЪѕНќФъРДЗЂеЙКмПьЃЌдкУожЏЮяЁЂЕгТкЕШЛЏЯЫжЏЮяЩЯЖМгаЙуЗКЕФгІгУЃЌЕЋЪЧдкбђШоеыжЏЮяЩЯЕФгІгУВЂВЛЖрМћЁЃ
ЫцзХОМУЕФГжајЗЂеЙЃЌЮвЙњвбГЩЮЊЪРНчЩЯзюДѓЕФУЋЗФжЏЩњВњДѓЙњЁЃШЛЖјЃЌдкЙњФкЪаГЁЩЯГ§СЫвЛаЉгЁЛЈУЋЩРЭтЃЌЯћЗбепМИКѕПДВЛЕНЦфЫћбђШогЁЛЈЕФУЋЗФжЏВњЦЗЁЃИљОндЙњМЪбђУЋОжМААФДѓРћбЧСЊАюПЦбЇгыЙЄвЕбаОПзщжЏCSIROЕФЕїВщЃЌгЁЛЈбђШоеыжЏЮяЕФВњСПдМеМШЋВПбђШожЦЦЗВњСПЕФ10ЃЅЃЌЯдШЛЮоЗЈгыЦфЫћЗФжЏЦЗЕФгЁЛЈМгЙЄСПЯрБШЁЃШЛЖјгЁЛЈбђШоеыжЏЮяЕФЪаГЁашЧѓБЯОЙДцдкЃЌгШЦфЪЧАщЫцзХЙњФкОМУЕФИпЫйЗЂеЙЃЌИпЕЕЪБзАВњвЕЕФХюВЊаЫЦ№ЃЌЮЊбђШоеыжЏЮягЁЛЈДјРДСЫКмКУЕФЛњгіЁЃ
1 Ъ§ТыХчФЋгЁЛЈЛљБОдРэЪ§ТыХчФЋгЁЛЈЪЧЭЈЙ§ИїжжЪфШыЪжЖЮ(ЩЈУшЦїЁЂЪ§ТыЯрЛњЕШ)АбЫљашЕФЭМАИЪфШыМЦЫуЛњЃЌОМЦЫуЛњгЁЛЈЗжЩЋУшИхЯЕЭГ(CAD)БрМДІРэКѓЃЌгЩМЦЫуЛњПижЦЮЂбЙЕчЪНХчФЋзьЃЌгУ RIPШэМўЭЈЙ§ХчЩфгЁЛЈЯЕЭГжБНгНЋФЋЫЎ(ЛюадЁЂЗжЩЂЁЂЫсадЕШзЈгУШОвК) ХчЩфЕНИїжжжЏЮяЩЯНјаагЁЛЈЁЃдкОЙ§ДІРэКѓЃЌЛёЕУгЁгаИпОЋЖШЭМАИЕФЗФжЏЦЗЁЃЪ§ТыгЁЛЈММЪѕАкЭбСЫДЋЭГгЁЛЈЕФЗжЩЋУшИхЁЂжЦЦЌЁЂжЦЭјЕФЪ§зжгыФЃФтжЎМфЕФзЊЛЛЙЄвеЁЃ
Ъ§ТыХчФЋгЁЛЈЪЧЪ§зжЛЏЭМЯёЕФХчФЋММЪѕЁЃЭМЯёХчФЋЕФЙЄзїдРэОЭЪЧЖдЩЋСЯ(ФЋЫЎ)ЪЉМгЭтСІЃЌЪЙЦфЭЈЙ§ХчзьХчЕНжЏЮяЩЯаЮГЩЩЋЕуЃЌМЬЖјаЮГЩЛЈЮЦЭМАИЁЃећИіЭМЯёЪЧгЩЯИаЁЕФЩЋЕузщГЩЃЌвђДЫвЊЧѓгаНЯИпЕФХчФЋФЋЕуУмЖШЃЌМДЗжБцТЪЁЃЗжБцТЪЪЧжИ25ЃЎ4 mmФкЕФЕуЪ§(Dot Per InchЃЌМђГЦDPI)ЃЌЪЧЪ§ТыХчФЋгЁЛЈЛњЕФвЛИіживЊММЪѕжИБъЁЃдкХчФЋгЁЛЈЪБЃЌВЛЭЌЕФЛљВМЖдЗжБцТЪЕФвЊЧѓвВВЛЭЌЃЌвЛАуДђгЁЮФзжЗжБцТЪдк 180ЁЋ360 dpiвбФмТњзуДђгЁЧхЮњЖШЃЛЖдЭМЯёЖјбдЃЌвЛАудк360ЁЋ720 dpiОЭПЩДяЕНЧхЮњЁЂУРЙлЕФаЇЙћЁЃгЩгкбђШоеыжЏЮяБэУцЕФШоУцаЇгІЃЌбђШоеыжЏЮяВЩгУ300 dpiЕФЗжБцТЪОЭПЩвдСЫЃЌЪЙгУЕФДђгЁВЮЪ§ЪЧ300 dpix300 dpiЁЃ
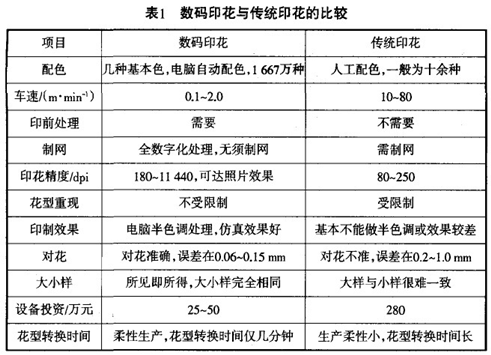
2 Ъ§ТыХчФЋгЁЛЈЬиЕу2ЃЎ1 Ъ§ТыХчФЋгЁЛЈгыДЋЭГгЁЛЈЖдБШ
Ъ§ТыХчФЋгЁЛЈгыДЋЭГгЁЛЈЕФЖдБШЧщПіМћБэ1ЁЃ
2ЃЎ2 Ъ§ТыХчФЋгЁЛЈЕФгХЪЦ
Ъ§ТыгЁЛЈЪЧЪЪгІЗФжЏЦЗгЁЛЈИіадЛЏЁЂаЁХњСПЁЂЖрЦЗжжЁЂИпЦЗжЪЕФЗЂеЙЧїЪЦЖјЗЂеЙЦ№РДЕФЁЃЫќАкЭбСЫДЋЭГгЁЛЈЗжЩЋЁЂжЦЦЌЁЂжЦЭјЕФФЃФтЗНЪНЃЌОпгаВйзїМђНнЁЂаЇТЪИпЁЂЮоЮлШОЁЂЭЖШыЕЭЁЂЛиБЈИпЕФгХЪЦЁЃЪ§ТыХчФЋгЁЛЈММЪѕгыДЋЭГгЁЛЈЯрБШЃЌОпгавдЯТгХЪЦЃК
aЃЎ Ъ§ТыгЁЛЈЕФЩњВњЙ§ГЬБШДЋ
ЭГгЁЛЈЙЄвеТЗЯпДѓДѓЫѕЖЬЃЌНгЕЅЫйЖШПьЃЌДђбљГЩБОДѓДѓНЕЕЭЁЃдкЩњВњЙ§ГЬжаЪЁШЅСЫЗжЩЋУшИхЁЂжЦЦЌЁЂжЦЭјЙ§ГЬЃЌДгЖјДѓДѓЫѕЖЬСЫЩњВњЪБМфЁЃ
bЃЎ Ъ§ТыгЁЛЈММЪѕЕФгІгУДђЦЦСЫДЋЭГЩњВњЕФЬзЩЋКЭЛЈЛиГЄЖШЕФЯожЦЃЌПЩвдЪЙЗФжЏУцСЯЪЕЯжИпЕЕгЁЫЂЕФгЁжЦаЇЙћЁЃ
cЃЎ Ъ§ТыгЁЛЈЩњВњеце§ЪЕЯжСЫаЁХњСПЁЂЗДгІПьЕФЩњВњвЊЧѓЃЌЩњВњХњСПВЛЪмШЮКЮЯожЦЁЃгЩгкМЦЫуЛњММЪѕЕФгІгУЃЌПЩгЁжЦЭЌвЛЭМАИЕФВЛЭЌЩЋЕїЕФЯЕСаЭМАИЁЃдкЩњВњЙ§ГЬжаЃЌЩшМЦЪІЖдЭМАИЁЂбеЩЋЕФВЛЖЯаоИФвВГЩЮЊЪ§ТыгЁЛЈЩњВњгаБ№гкДЋЭГгЁЛЈЩњВњЕФвЛДѓММЪѕгХЪЦЁЃ
dЃЎ ХчгЁЙ§ГЬжаВЛгУЫЎКЭЩЋНЌЃЌШОСЯЕФЪЙгУгЩМЦЫуЛњЁААДашЗжХфЁБЃЌУЛгаШОЛЏСЯЕФРЫЗбЃЌУЛгаЗЯЫЎВњЩњЃЌВЛВњЩњдывєЃЌЪЕЯжСЫТЬЩЋЩњВњЙ§ГЬЃЌДгЖјЪЙЗФжЏЦЗгЁЛЈЕФЩњВњАкЭбСЫЙ§ШЅЕФИпФмКФЁЂИпЮлШОЁЂИпдывєЃЌЪЕЯжСЫЕЭФмКФЁЂЮоЮлШОЕФЩњВњЙ§ГЬЁЃ
eЃЎ Ъ§ТыХчФЋгЁЛЈЩњВњЙ§ГЬжаЃЌгЩМЦЫуЛњздЖЏМЧвфИїЩЋЪ§ОнЃЌдкгк}[СПЩњВњжаЃЌбеЩЋЪ§ОнВЛБфЃЌЛљБОБЃжЄаЁбљгыДѓбљЕФвЛжТадЁЃЖјДЋЭГгЁЛЈжаЃЌаЁбљКЭДѓбљЕФвЛжТадОЭКмФбБЃжЄЃЌвђЮЊЕїНЌЕФХњДЮВЛЭЌЃЌЕМжТЭЌвЛИібеЩЋЗЂЩњЯИЮЂЕФБфЛЏЁЃ
3 бђШоеыжЏЮяЪ§ТыХчФЋгЁЛЈЙЄве
3ЃЎ1 ЧАДІРэ
гЩгкЛюадШОСЯФЋЫЎжаВЛКЌЙЬЩЋДпЛЏМСЃЌЭЌЪБХчФЋгЁЛЈЖдФЋЫЎ№ЄЖШЁЂБэУцеХСІЕШММЪѕжИБъЕФЬиЪтвЊЧѓЃЌЛюадШОСЯФЋЫЎжБНгХчЩфдкжЏЮяЩЯКмШнвзЩјЛЏЃЌгАЯьЭМАИЕФОЋЯИЖШЁЃвђДЫЃЌгУЛюадШОСЯФЋЫЎНјааЪ§зжХчФЋгЁЛЈЪБЃЌашЖджЏЮяНјааЧАДІРэЃЌвдБЃжЄгЁЛЈОЋЖШЁЃЖјЧвЃЌЪ§ТыгЁЛЈЛњдкЖдбђШоеыжЏЮягЁЛЈЪБЃЌгыЦфЫћжЏЮяТдгаВЛЭЌЁЃбђШоеыжЏЮяБэУцОпгаУЋШоЃЌвзЖТзЁХчзьЃЌЪЙХчГіЕФФЋжВЛСїГЉЃЌдьГЩвЛЯЕСаКѓЙћЁЃЮЊСЫБмУтДЫжжЧщПіЃЌдкгЁЛЈЧАвВвЊЖдбђШоеыжЏЮяНјааДІРэЁЃЧАДІРэКѓЕФжЏЮяБиаыКцИЩВЂБЃГжЦНЭІЃЌВХФмНјааХчФЋгЁЛЈЁЃ
ЧАДІРэЙЄвеСїГЬЃКЕїжЦНЌСЯвЛЩЯНЌвЛКцИЩЁЃ
ЧАДІРэДІЗНЃК
ИФадЕэЗлК§ЃК50%
ЯћХнМСЃК1%
гЁЛЈгЭЃК3%
ФђЫиЃК3%
АЂАзИчset ЃК1ЃЅ
VSЪЭЫсМСЃК 4ЃЅ
дШШОМСЃК 1ЃЅ
ЫЎЃК 37ЃЅ
НЌСЯЕФЕїжЦгыДЋЭГгЁЛЈдК§ЕФЕїжЦЯрЫЦЁЃНЌСЯЕФжївЊГЩЗжвЛАуАќКЌК§СЯЃЌШчКЃдхЫсФЦЁЂЕэЗлЁЂКЯГЩ№ЄКЯМСЁЂФђЫиЕШЁЃдкЧАДІРэМСжаМгШЫЪЪСПЕФФђЫиЕШЮќЪЊМСЃЌПЩЦ№ЕНгЁЛЈжЏЮядкЦћеєЪБЕФБЃЪЊгыДйНјЯЫЮЌЕФХђЛЏзїгУЃЌгаРћгкШОСЯДгНЌСЯжаЯђЯЫЮЌРЉЩЂЃЌДгЖјдіМгСЫЩЋЩюЖШгыЯЪбоЖШЁЃЖдгкбђУЋеыжЏЮяЃЌЮќЪЊМСХЈЖШЕФБфЛЏЖдгЁЛЈБэЙлЩЋЩюЖШЕФгАЯьНЯЮЊЯджјЁЃЕЋЪЧЕБФђЫиХЈЖШдіжСвЛЖЈГЬЖШЪБЃЌгЁЛЈЧхЮњЖШгжгаЫљНЕЕЭЁЃ
ЧАДІРэжазюЙиМќЕФОЭЪЧЩЯНЌЃЌбђШоеыжЏЮяЩЯНЌВЩгУЦНАхЙЮгЁЗНЪНЁЃЩЯНЌСПвЛАуЪЧИНзХжЏЮяБэУцвЛВуМДПЩЃЌвЛАуЩЯНЌСППижЦдк100 150 gЃЏm2ЁЃЩЯНЌЕФФПЕФЪЧЪЙжЏЮяЩЯОљдШЕиДјгавЛВуНЌСЯзщЗжЃЌЗРжЙХчЩфЕНжЏЮяЩЯЕФШОСЯЩјЛЏЃЌДйЪЙШОСЯдкЪЊШШзДЬЌЯТКЭЯЫЮЌНсКЯЃЌЛёШЁвЛЖЈЕФЩЋЩюЖШКЭЩЋРЮЖШЃЌЕУЕНЧхЮњЕФЭМАИЁЃ
ЩЯНЌЕФНЌСЯдкеєЛЏКѓЫЎЯДШЅГ§ЃЌдкЫЎжаМгШЫвЛЖЈЪ§СПЕФУЋФмОЛШсШэЯДЕгМСЃЌГфЗжЫЎЯДКѓЃЌЫІЫЎКцИЩМДПЩЁЃ
ЩЯНЌКѓбђШоеыжЏЮяЕФКцИЩвЛАуВЩгУШШЗчЪНКцИЩЁЃКцИЩЮТЖШВЛвЫИпЙ§100Ёц ЁЃ
3ЃЎ2 ХчгЁ
бЁдёе§ШЗЕФRIPЪЧЦЗжЪЪфГіЕФЙиМќжЎвЛЁЃRIPЪЧНЋХчгЁЪ§ОнзЊЛЛЮЊЙтеЄЛЏЕФЭМЯёЛђЭјЕуЃЌетбљХчФЋДђгЁЛњОЭФмЙЛдкНщжЪЩЯгЁГіРДЃЌЫќвдУшЪіадЕФгябдЛђЪИСПЭМЯёЕФаЮЪННгЪеХчгЁЪ§ОнЁЃХчзьРыВМУцЕФОрРыПижЦдк3 -5 mmЃЌЕЋЪЧгЩгкбђШоВМУцЕФУЋШоЃЌвЫПижЦдк5 mmЁЃ
3ЃЎ3 еєЛЏ
ХчФЋгЁЛЈКѓЕФжЏЮяОЙ§КцИЩКѓЃЌашвЊНјааЦћеєДІРэЃЌЪЙЛюадШОСЯгыЯЫЮЌЭъГЩЙЬЩЋЗДгІЃЌШЛКѓОЙ§ЫЎЯДШЅГ§ИЁЩЋЃЌзюКѓКцИЩЁЃ
ЛюадШОСЯКЌгаЛюадЛљЭХЃЌОпгаКмДѓЕФЛюЦУадЃЌШОСЯКЭЯЫЮЌвдРЮЙЬЕФЙВМлМќНсКЯЃЌВЛНіЗЂЩњЧзКЫШЁДњЗДгІЃЌвВЗЂЩњЧзКЫМгГЩЗДгІЭјЃЌаЮГЩЛЗзДНсКЯЗНЪНЃЌОпгаКмИпЕФЙЬзХТЪЁЃбђШоеыжЏЮяОЙ§ХчгЁКѓЃЌЛюадШОСЯжЛЪЧИНзХдкжЏЮяЕФНЌФЄЩЯЃЌжЛгаОЙ§ИпЮТеєЛЏВХФмеце§ЙЬзХдкжЏЮяЩЯЁЃашЦћеєЕФжЏЮяЩЯЯТвЊгУАзжНГФКУЃЌЗРжЙЕЮЫЎдьГЩЩЋЛЈЁЃвЛАуЮТЖШЮЊ95 ЁцЃЌЪБМфЮЊ50 minЁЃ
3ЃЎ4 ЕїЩЋ
3ЃЎ4ЃЎ1 ЕїЩЋЗНЗЈ
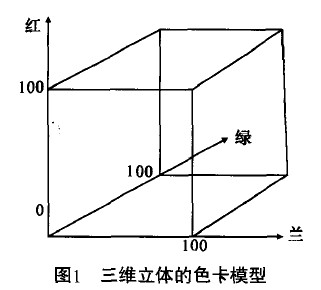
ВЩгУЩЋПЈЕїЩЋЗЈЃЌМДЭЈЙ§ЖдБШЩЋПЈжаЕФбеЩЋРДЕїЩЋЁЃЦфЛљБОЙ§ГЬЮЊЃК
ЪзЯШЃЌжЦзїЩЋПЈФЃаЭЁЃПЩвдбЁдёвЛжжЛђМИжжбеЩЋФЃЪНРДНЈСЂЩЋПЈФЃаЭЃЌЩЋПЈФЃаЭЮЊвЛИіШ§ЮЌСЂЬх(LABФЃЪНКЭRGBФЃЪН)ЛђвЛзщШ§ЮЌСЂЬх(CMYK~ЪН)АМЃЌШчЭМ1ЫљЪОЁЃ
ЦфДЮЃЌжЦзїЩЋПЈЮФМўЁЃПЩвдНЋШ§ЮЌФЃаЭЗжНтЮЊЖўЮЌЭМаЮЃЌвдЦфжавЛИіжЕзїЮЊБфСПЃЌЖдгкCMYKФЃЪНЃЌдђгаСНИіБфСПЁЃжЦзїКУЩЋПЈЮФМўКѓЃЌХчгЁГіРДБИгУЁЃетжжЕїЩЋЗНЗЈМђЕЅЁЂвзгУЃЌжЛашЖдБШФПБъЩЋгыЩЋПЈбЁдёЯрЭЌЕФбеЩЋМДПЩЁЃЕЋЪЧЃЌШєЪЙгУетжжЗНЗЈЃЌВЛЭЌЕФжЏЮяПЩФмЛсВњЩњЩЋВюЃЌвђДЫЩЋПЈжЏЮягыФПБъжЏЮязюКУЯрЭЌЁЃ
3ЃЎ4ЃЎ2 ЩЋВЪЯЕЭГ
ВЩгУCMYKЩЋВЪЯЕЭГЃЌЫќАќРЈЧр(cyan)ЁЂЦЗКь(magenta)ЁЂЛЦ(yelЁЊ low)ЁЂКк(black)ЫФИіЛљБОЩЋЁЃCMY ЩЋВЪЯЕЭГЪЧМѕЩЋЯЕЭГФЃЪНЃЌМДгЭФЋЕФШ§дЩЋЧрЁЂЦЗКьЁЂЛЦЯрМгГЩКкЩЋЁЃ CMYKЩЋВЪЯЕЭГЪЧдкCMYЕФЛљДЁжЎЩЯдіМгвЛИіДПКкЩЋЃЌаЮГЩЫФЩЋЩЋВЪЯЕЭГЃЌВЂгУАйЗжБШБэЪОЁЃЦфжївЊдвђЪЧCMYШ§ЩЋЯрМгКмФбЕУЕНДПКкЩЋЃЌМгШыДПКкЩЋВХФмгЁГіеце§ЕФКкЩЋРДЁЃДЫЭтЃЌаэЖрЩЋВЪПЩвдгУвЛВПЗжКкЩЋРДШЁДњФГжжБШР§ЕФMYЃЌНкЪЁCMY Ш§ЩЋФЋЕФгУСПЃЌНЕЕЭГЩБОШІЁЃ
3ЃЎ4.3 ФЋЫЎ
гУгкбђШоеыжЏЮяЪ§ТыХчЩфгЁЛЈЕФФЋЫЎЃЌ ФПЧАЕФЩњВњГЇЩЬЛЙВЛЖрЁЃжївЊЪЧвЛаЉЙњЭтДѓЙЋЫОЩњВњЕФЫсадФЋЫЎЛђЛюадФЋЫЎЃЌбЁдёФЋЫЎЕФвРОнжївЊЪЧЕУЩЋЩюЖШЁЂЩЋЙтЁЂЩЋРЮЖШМАЦфгыХчЭЗЕФЪЪгІадЁЃ
ЪЪКЯбђШоЩЯШОЕФФЋЫЎгаЫсадФЋЫЎКЭЛюадФЋЫЎЁЃЫсадФЋЫЎгЁЛЈЩЋЙтЮШЖЈадНЯКУЃЌЕЋЩЋРЮЖШВюЃЌФбвдТњзуИќИпЦЗжЪЕФвЊЧѓЁЃЛюадФЋЫЎгЁЛЈЪБЃЌШОСЯЗжзгПЩгыЯЫЮЌЩЯЕФєЧЛљЁЂАБЛљвдЙВМлМќНсКЯЃЌПЩЛёЕУНЯИпЕФЩЋРЮЖШЃЌЕЋДцдкЩЋЙтНЯФбПижЦЕФШБЕуЁЃЮЊСЫгыЪ§ТыгЁЛЈЕФИпЦЗжЪЯрЦЅХфЃЌЮвУЧбЁдёЛюадФЋЫЎЖдбђШоеыжЏЮягЁЛЈЃЌВЂШЁЕУКмКУЕФаЇЙћЁЃ
ЫљЮНЪ§ТыгЁЛЈЛюадФЋЫЎЃЌЪЕМЪОЭЪЧвКЬЌЛюадШОСЯЃЌЪЧФПЧАЪ§ТыгЁЛЈжаЪЙгУБШНЯЙуЗКЕФвЛжжФЋЫЎЁЃЛюадШОСЯФЋЫЎжївЊгЩЮобЮЛђЕЭбЮЕФИпДПЖШЛюадШОСЯЁЂЙВШмМСКЭШЅРызгЫЎЕШзщГЩЁЃЪ§ТыХчЩфгЁЛЈЪЙгУЕФФЋЫЎвЛАугавдЯТ8жжЃКЧрЁЂЦЗКьЁЂЛЦЁЂКкЁЂЧГЧр(1ight eyan)ЁЂЧГКь(1ight magenta)ЁЂЧГЛЦ(1ight yell0w)ЁЂЧГКк(light black)ЁЃ
ИљОнПЭЛЇашвЊПЩвдбЁдёВЛЭЌЩЋФЋзщКЯЁЃЯждкЪаГЁЩЯЪЙгУНЯЖрЕФЪЧгЩ8ЩЋзщГЩЕФЩЋФЋКЭгЩЧрЁЂЦЗКьЁЂЛЦЁЂКкЁЂЧГЧрЁЂЧГКьзщГЩЕФЩЋФЋЁЃШчЙћЪЧжЦзїаЁбљЃЌЖдбеЩЋЕФЯрЫЦадвЊЧѓБШНЯИпЃЌвЛАуЖМвЊЧѓКЭдИхКмНгНќЃЌвђДЫЪЙгУ8ЩЋЕФЩЋФЋЁЃЖјДѓЩњВњЪБЪЙгУЕФФЋЫЎПЩбЁКьЁЂЛЦЁЂРЖЁЂКк4 жжбеЩЋЃЌЩюЧГИївЛЬзМДПЩЁЃ
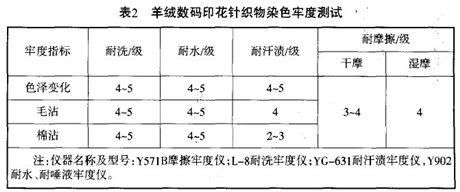
4 ЪЕбщНсЙћ ШОЩЋРЮЖШвВЪЧгЁЛЈММЪѕЕФвЛИіЙиМќжИБъЁЃАДееGBЃЏT 3920--1997ЁЂ GBЃЏT 3921ЃЎ1- 1997ЁЂGBЃЏT 3922---1995 КЭGBЃЏT 5713ЁЊ1997ЁЖШОЩЋРЮЖШЪдбщЗНЗЈЁЗЃЌЖдбђШоеыжЏЮяЕФФЭФІВСЩЋРЮЖШКЭФЭЯДЩЋРЮЖШНјааВтЪдЃЌИїЯюРЮЖШСМКУЃЌНсЙћМћБэ2ЁЃ
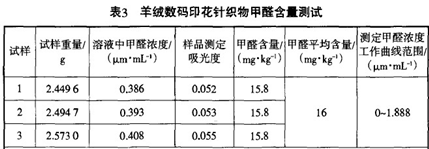
гЁЛЈжЏЮявЛАуЖМКЌгаМзШЉЃЌЪ§ТыгЁЛЈвВВЛР§ЭтЁЃбђШоеыжЏЮявЛАуЪЧжБНгНгДЅЦЄЗєРржЏЮяЃЌИљОнЙњБъ GB 18401-2001ЁЖЗФжЏЦЗМзШЉКЌСПЕФЯоЖЈЁЗЃЌжЛвЊВЛГЌЙ§БъзМЯоСП(МзШЉКЌСПЁм75 mgЃЏkg)ЃЌМДЮЊКЯИёЁЃЖдбђШоеыжЏЮягЁЛЈЪдбљНјааСЫМзШЉКЌСПЕФВтЪдЃЌНсЙћМћБэ3ЁЃ
зЂЃК3ИіЪдбљЕФДѓаЁЮЊ30 cmxlO0 cmЃЛМьбщвРОнЮЊGBЃЏT 2912ЃЎ1ЁЊ1998ЃЌМьбщвЧЦїВЩгУUV755BзЯЭтЗжЙтЙтЖШМЦЁЃ
5 еЙЭћЪРНчЗФжЏвЕЕФЗЂеЙЧїЪЦЪЧИіадЛЏЁЂаЁХњСПЁЂЖрЦЗжжЁЂИпЦЗжЪЮЪЁЃЪ§ТыгЁЛЈММЪѕЪЧДЋЭГЗФжЏгЁЛЈвЕЕФвЛЯюжиДѓММЪѕИяУќЃЌЫќДјИјЮвУЧШЋаТЕФЩњВњЙЄвеКЭОЯњЗНЪНЃЌвВИјДЋЭГгЁЛЈаавЕДјРДСЫЧАЫљЮДгаЕФЛњгіЁЃЪ§ТыгЁЛЈММЪѕвЊЯыШЁДњДЋЭГгЁЛЈЛЙгавЛЖЮКмГЄЕФТЗвЊзпЃЌЯжНзЖЮЫќЪЧДЋЭГгЁЛЈЕФвЛжжКмКУЕФВЙГфЁЃ
Ъ§ТыХчЩфгЁЛЈЁАНёЬьЪЧВЙГфЃЌЮДРДЪЧЗНЯђЁБЃЌетбљЕФЦРЙРЛЙЪЧБШНЯЧЁШчЦфЗжЕФЁЃ
Ъ§зжХчФЋгЁЛЈММЪѕЪЧвЛЯюзлКЯСЫМЦЫуЛњЁЂаХЯЂЁЂаТВФСЯЁЂОЋЯИЛЏЙЄЁЂОЋУмЛњаЕЕШЖрЯюИпаТММЪѕГЩЙћЖјЗЂеЙЦ№РДЕФвЛЯюЗФжЏЦЗМгЙЄИпаТММЪѕЃЌЪЧгЁШОММЪѕгыаХЯЂПЦбЇММЪѕНЛВцШкКЯЕФЗЂеЙгыгІгУЁЃЦфНёКѓЕФЗЂеЙжиЕуГ§НјвЛВНЬсИпХчФЋгЁЛЈЛњЕФЫйЖШжЎЭтЃЌИќживЊЕФЪЧОЁПьПЊЗЂГіФмЙЛВњвЕЛЏгІгУЕФбеСЯаЭХчФЋгЁЛЈФЋЫЎЃЌНЋЪ§зжХчФЋгЁЛЈММЪѕЕФШЋВПгХЪЦЗЂЛгГіРДЃЌТњзуЯћЗбепЖдЗФжЏЦЗИіадЛЏЕФашЧѓЃЌДгИљБОЩЯНтОіЗФжЏЦЗгЁЛЈЩњВњжаЕФЛЗОГЮлШОЮЪЬтЁЃзюжевдШЋаТЕФЩњВњФЃЪНЬсИпЩњВњаЇТЪЃЌЬсИпВњЦЗжЪСПЃЌДѓСІНЕЕЭЛЗОГЮлШОЃЌЪЙгЁЛЈММЪѕНјШывЛИіеИаТЕФЪБДњЁЃ
~~ЕМКН~~